Лента: вкладка Вывод > CAD в G-код
В программе реализована возможность создания управляющей программы (УП) в формате G-сode для станков с ЧПУ. Файлы с G-сode генерируются непосредственно из чертежей DXF/DWG форматов. При сохранении файла в G-сode поддерживаются следующие примитивы для преобразования: линия, полилиния, окружность, дуга, эллипс, сплайн, текст, многострочный текст, штриховка.
Для генерации УП в формате G-code необходимо:
1.Открыть DWG/DXF файл, при необходимости внести изменения.
2.На вкладке "Вывод" выполнить команду CAD в G-код.
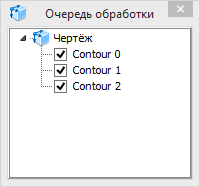
3.По умолчанию конвертируются все контуры, притствующие в чертеже. Чтобы определенный контур не конвертировался в G-code, необходимо открыть окно Очередь обработки и снять галочку напротив имени контура.
4.По умолчанию CADEditorX генерирует УП для фрезерного станка. Чтобы сгенерировать УП для лазерного станка, необходимо выбрать данный тип станка в окне Настройки G-кода - Вкладка "Общие".
5.Нажать кнопку Конвертировать . Автоматически будет сгенерирован G-code.
6.Нажать кнопку Сохранить G-код ![]() . В открывшемся окне указать имя файла и нажать кнопку Сохранить. Файл будет сохранен с расширением NC.
. В открывшемся окне указать имя файла и нажать кнопку Сохранить. Файл будет сохранен с расширением NC.
На вкладке G-code располагаются инструменты:
|
Конвертировать. Генерирует УП в формате G-code из чертежа. |
|
Сохранить G-код. Открывает окно сохранения файла *.nc. |
|
Настройки G-кода. Открывает окно Настройки G-code. |
|
Начальная точка контура. Устанавливает новую начальную точку движения на выбранном контуре. Для указания точки необходимо предварительно выбрать контур в области предпросмотра. Доступно только для замкнутых контуров. |
|
Очередь обработки. Позволяет настраивать очередность обработки контуров. |
|
Выход из режима "G-код". Осуществляет выход из режима G-code. |
Инструмент "Создать карман" доступен из контекстного меню.
Для создания кармана выполните:
1. Выбрать нужный контур.
2. В контекстном меню выбрать пункт "Создать карман".
3. Установить необходимые настройки.
4. Нажать ОК.
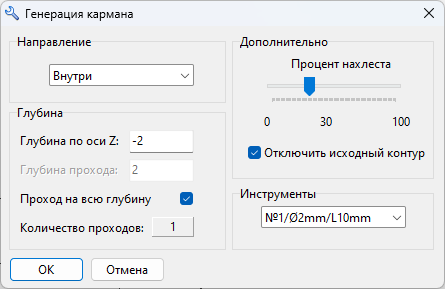
Направление(Внутри/Снаружи) - задает направление генерации контуров кармана. Внутри - от края к центру, снаружи - от центра к краю.
Процент нахлеста(перекрытия) - это отношение фактической ширины фрезерования к диаметру инструмента.
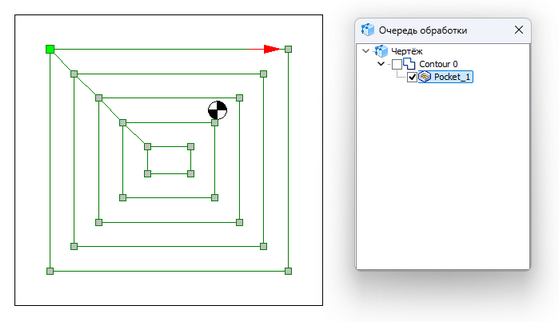
Очередь обработки
В окне Очередь обработки настраивается последовательность обработки контуров. Для перемещения контура на другую позицию используйте пункты контекстного меню или перемещайте контур на нужную позицию с помощью мыши. Конвертироваться в G-сode будут контуры, напротив которых проставлены галочки.
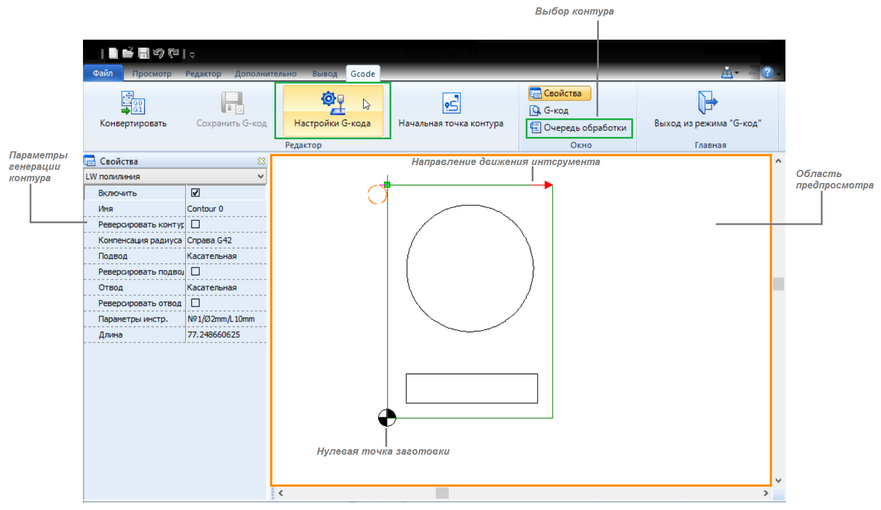
Область предпросмотра
В области предпросмотра отображается открытый чертеж, нулевая точка заготовки, начальная точка движения инструмента, направление движения, способ подвода/отвода инструмента, инструмент. Представление элементов области предпросмотра настраивается на вкладке "Цветовая легенда" в окне "Настройки G-code".
В области предпросмотра пользователь может выбирать нужный контур с помощью мыши. При нажатии правой кнопки мыши вызывается контекстное меню.
Панель "Свойства"
На панели задаются дополнительные настройки инструмента: направление движения инструмента, способ подвода/отвода инструмента, компенсация на радиус инструмента. Указанные настройки отображаются в области предпросмотра.
Включить |
Включает или исключает контуры из списка генерации g-code. |
Реверсировать контур |
Изменяет направление движения инструмента от начальной точки по выбранному контуру. |
Компенсация радиуса |
Компенсация радиуса инструмента. Выкл(G40) - отмена компенсации радиуса инструмента, Слева(G41) - компенсировать радиус инструмента слева от траектории, Справа(G42) - компенсировать радиус инструмента справа от траектории. Для GRBL - траектория движения инструмента. Строится с учетом радиуса инструмента с помощью эквидистанты. Внутри - траектория движения располагается внутри контура. Снаружи - траектория движения располагается снаружи контура. |
Подвод |
Устанавливает способ подвода инструмента. Может быть выбран один из способов подвода: Касательная, Нормаль, Дуга. Изменение способа подвода инструмента отображается в области предпросмотра. Для изменения направления подвода инструмента установить галочку напротив параметра "Реверсировать подвод". |
Реверсировать подвод |
|
Отвод |
Устанавливает способ отвода инструмента. Может быть выбран один из способов отвода инструмента: Касательная, Нормаль, Дуга. Для изменения направления отвода инструмента установить галочку напротив параметра "Реверсировать отвод". Изменение способа подвода инструмента отображается в области предпросмотра. |
Реверсировать отвод |
|
Параметры инструмента |
В выпадающем списке показывается инструмент и его параметры. Список заполняется данными из вкладки "Инструменты" окна "Настройки". |
Окно Настройки G-code
Опции настроек представлены на вкладках: "Общие", "Дополнительно", "Фрезерный станок", "Лазерный (Отрезной) станок", "GRBL", "Токарный станок", "Контурный станок", "Нулевая точка заготовки", "Инструменты", "Цветовая легенда".
Настройки |
Описание настройки |
Пример кода УП |
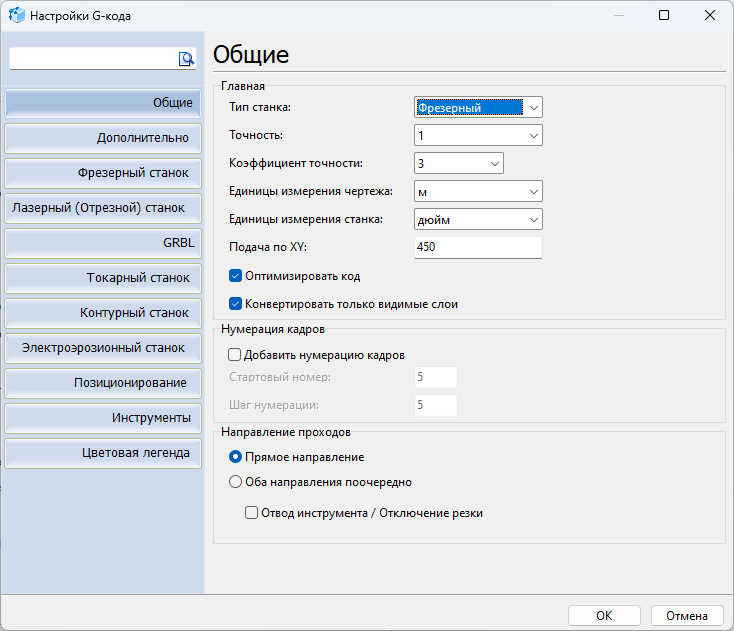
Вкладка "Общие" |
||
Главная |
||
Тип станка |
Указывается тип станка: Фрезерный/Лазерный (Отрезной)/Haco Kompakt/Контурный станок/GRBL. |
|
Точность |
Устанавливает количество знаков после запятой. |
|
Коэффициент точности |
Задает кратное значение, до которого будут округляться координаты. |
|
Единицы измерения чертежа |
Указываются единицы измерения чертежа. |
|
Единицы измерения станка |
Указываются единицы измерения станка. Если единицы измерения не совпадают, происходит преобразование. |
|
Подача по XY |
Скорость подачи по XY. Если 0, то значение подачи в УП не учитывается. |
F450 |
Оптимизировать код |
При включенной опции выполняется оптимизация кода при генерации: не дублируются повторяющиеся команды и координаты. |
|
Переносит в режим G-code только примитивы с видимых слоев |
|
|
Нумерация кадров |
||
Добавить нумерацию кадров |
Добавление нумерации кадров в коде управляющей программы. |
N5 |
Стартовый номер |
Начальный номер нумерации кадров (по умолчанию 5). |
|
Шаг нумерации |
Шаг нумерации. |
|
Направление проходов |
||
Прямое направление |
Движение инструмента происходит в направлении, указанном стрелкой в области предпросмотра. |
|
Оба направления поочередно |
Инструмент перемещается сначала в указанном направлении, а затем в обратном. |
|
Вкладка "Дополнительно" |
||
Форматирование |
||
Добавить имя программы |
Добавляет имя программы в заголовок. |
О |
Показать знак процента |
Добавляет спецсимвол % в начале и конце файла. |
- |
Конечные нули |
Заполнить координату нулями с учетом количества знаков после запятой. |
- |
Возвращает инструмент в нулевую точку после обработки всех контуров. Если настройка выключена, то инструмент остается в последней точке. |
X0. Y0. |
|
Комментарии |
||
Показать имя контура |
Добавляет имя контура. |
(Contour 0) |
Показать имя слоя |
Добавляет имя слоя. |
|
Генерация кода |
||
Преобразовать арку в линию |
Использует команды G1 вместо. G2/G3. |
|
Стартовать с позиции X0 Y0 |
Старт с позиции 0, 0. |
|
Абсолютные координаты I, J |
Установка абсолютных координат для контуров. |
|
Вкладка "Лазерный (Отрезной) станок" |
||
Главная |
||
Команда ВКЛ.: |
Команда включение лазера. По умолчанию М3. |
M3 |
Команда ВЫКЛ.: |
Команда выключения лазера. По умолчанию М5. |
М5 |
Задержка |
Задержка выполнения программы. |
G04 P100 |
Дополнительные команды |
||
Добавить команды мощности |
Включение/Выключение команд мощности. |
M10 Q128/M11 |
Количество проходов |
Количество проходов инструмента по контуру. |
- |
Вкладка "Фрезерный станок" |
||
Главная |
||
Подача по Z |
Скорость рабочей подачи по оси Z. |
F150 |
Высота отвода |
Перемещение инструмента от заготовки по оси Z. |
G0 Z5 |
|
|
|
Скорость шпинделя |
Частота вращения шпинделя. |
S3000 |
Глубина подачи по Z |
Глубина врезания в заготовку. |
G1 Z-2 |
Глубина прохода |
Глубина врезания за один проход. (Число проходов определяется автоматически). |
|
|
|
|
Проход на всю глубину |
Глубина прохода на всю глубину врезания |
|
Количество проходов |
Количество проходов, рассчитанных из соотношения подача/проход |
|
Вкладка "Позиционирование" |
||
Система позиционирования |
||
Режим: Абсолютный G90, Инкрементальный G91 |
|
|
Нулевая точка чертежа |
Определение нулевой точки заготовки. |
- |
Верхняя левая точка |
- |
|
Верхняя правая точка |
- |
|
Нижняя левая точка |
- |
|
Нижняя правая точка |
- |
|
Смещение нулевой точки заготовки |
||
Смещение X |
Смещение нулевой точки по оси Х |
|
Смещение Y |
Смещение нулевой точки по оси Y |
|
Вкладка "Электроэрозионный станок" |
||
Главная |
||
Режим(S) |
Режимы станка |
|
TP высота |
Программная высота(на какой высоте должен получиться размер) |
|
TN высота |
Относительная высота (как правило TP + высота делтали ) |
|
Угол |
Угол конусности |
|
Коррекция проволоки (H) |
|
|
Cмещение |
Cмещение по осям X, Y. |
|
Вкладка "Инструменты" |
||
№ |
Номер инструмента. |
T1 M6 |
Диаметр, мм |
Диаметр инструмента. |
|
Длина, мм |
Длина инструмента. |
|
Тип ЧПУ |
Выбор типа станка |
|
Выключение лазера перед G0 |
Выключение лазера перед быстрым перемещением |
|
Команда ВКЛ |
Команда включение заливочного станка. По умолчанию М7. |
М7 |
Команда ВЫКЛ |
Команда выключения заливочного станка. По умолчанию М9. |
М9 |
Выключать насос за |
Выключать насос за Nmm до окончания контура |
- |
Спрямлять контур |
При построении контуров использовать максимально прямую траекторию |
- |
Объединять точки |
Объединять соседние точки контура в указанном радиусе |
- |
Включения насоса |
Включает насос |
М10 |
Выключения насоса |
Выключает насос |
М11 |
Вкладка "Токарный станок"
Ось чертежа X в ось станка Z |
Преобразование оси чертежа в ось станка |
- |
Ось чертежа Y в ось станка Z |
Преобразование оси чертежа в ось станка |
- |
Подача по XZ |
Скорость подачи по XZ. Если 0, то значение подачи в УП не учитывается. |
F |
Вкладка "Цветовая легенда"
Назначение цветов элементам чертежа и тексту в панели G-код. Указание вспомогательных элементов, которые будут отображаться в области предпросмотра, производится проставлением галочки напротив соответствующего элемента. Изменение цвета элемента производится кликом мыши по цветному квадрату. Откроется стандартное окно "Цвет", в котором необходимо выбрать нужный цвет. |
Перейти к CADEditorX