Ruban : Sortie > CAO en G-code
On peut créer un programme de contrôle en format G-code pour les machines CNC. Les fichiers avec G-code sont générés à partir des dessins 2D DWG/DXF. Les entités suivantes sont prises en charge : ligne, polyligne, cercle, arc, ellipse, spline, texte, texte multiligne, hachure.
Pour générer un programme de contrôle en format G-code il faut :
1. Ouvrir un fichier DWG/DXF. Le modifier si nécessaire.
2. Activer la commande CAO en G-code dans l'onglet Sortie.
3. Dans la fenêtre G-code qui s'ouvre sélectionner un contour pour convertir. Par défaut, tous les contours de dessin sont convertis. Pour que le contour certain ne soit pas converti, décochez son nom.
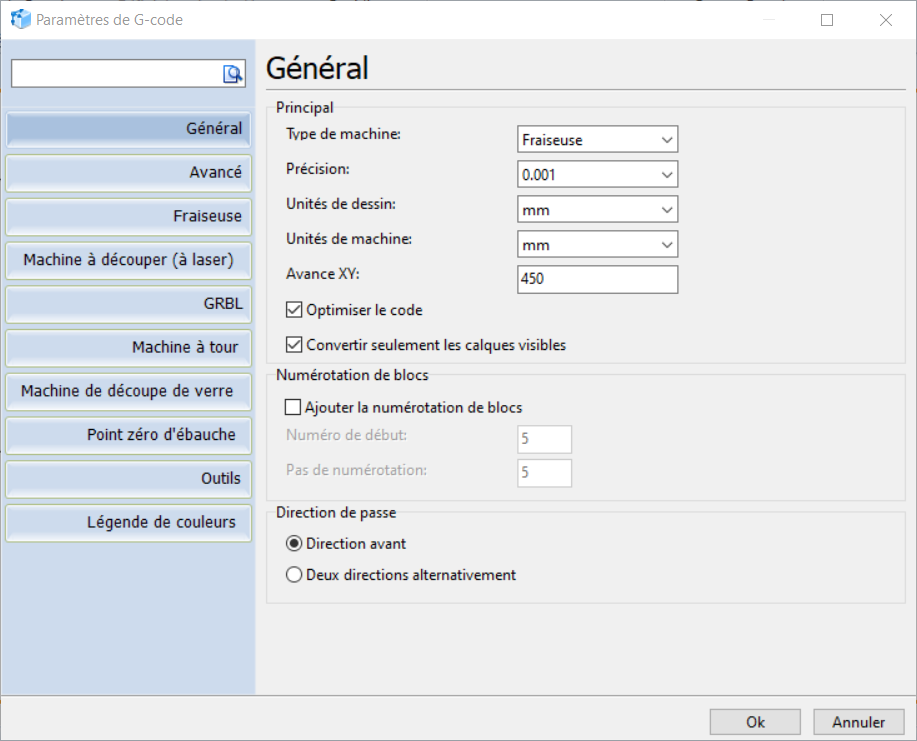
4. Par défaut, ABViewer génère un programme de contrôle pour la fraiseuse. Pour générer un programme de contrôle pour la machine à découper, sélectionnez ce type de machine dans l'onglet Général de la fenêtre Paramètres de G-code.
5. Cliquer sur Convertir ![]() . Le G-code sera généré automatiquement.
. Le G-code sera généré automatiquement.
6. Cliquer sur Enregistrer sous  . Dans la fenêtre qui s'ouvre entrer un nom de fichier et cliquer sur Enregistrer. Le fichier sera enregistré avec l'extension NC.
. Dans la fenêtre qui s'ouvre entrer un nom de fichier et cliquer sur Enregistrer. Le fichier sera enregistré avec l'extension NC.
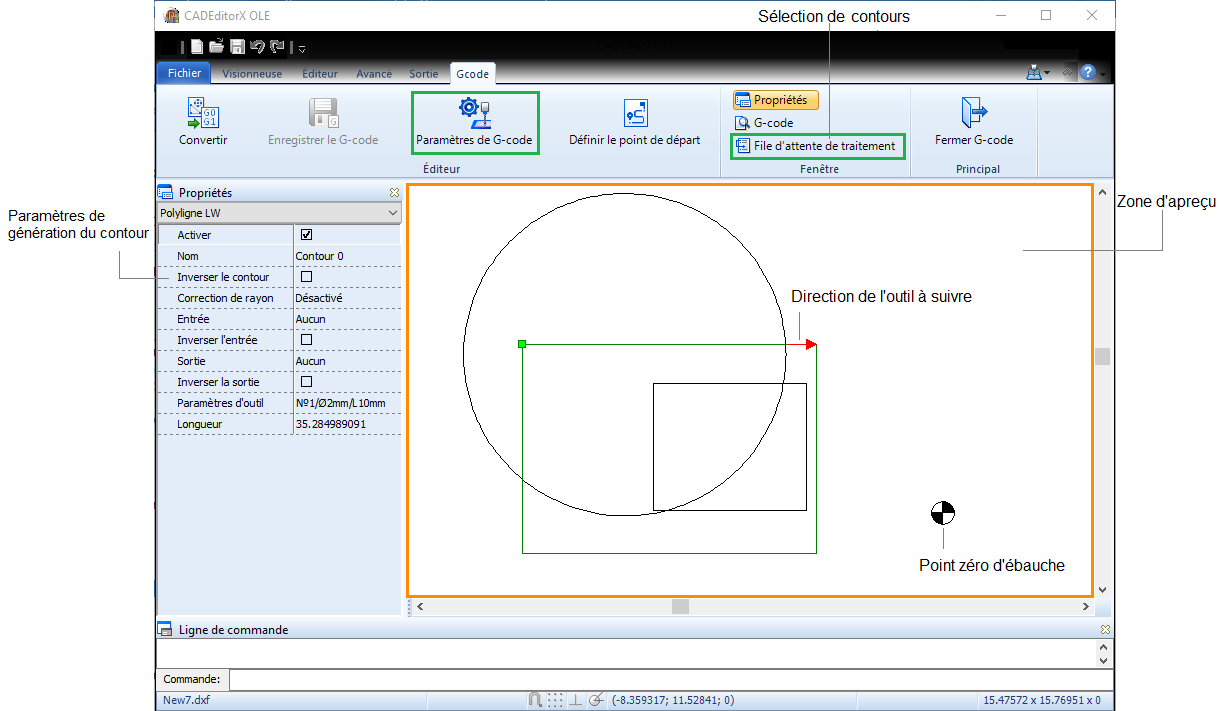
Sous le titre de la fenêtre G-code la barre d’outils se trouve :
Sélection de contours
Les contours cochés dans la liste seront convertis en G-code. Le contour coché est surligné en vert dans la zone d'aperçu.
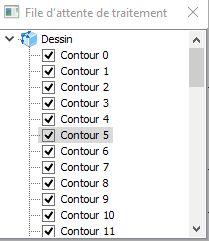
File d'attente de traitement
La séquence de traitement de contours est configurée dans la fenêtre File d'attente de traitement. Pour déplacer un contour sur une autre ligne, faites cliquer sur le bouton droit de la souris et sélectionner l'option correspondante ou en maintenant le bouton gauche de la souris enfoncé, faites glisser le contour que vous voulez déplacer sur l'autre ligne. Seuls contours cochés dans la liste seront convertis en G-code.
Zone d'aperçu
Le dessin ouvert, le point zéro d'ébauche, le point de départ de l'outil, la direction de mouvement, le mode d'entrée/sortie et l'outil sont affichés dans la zone d'aperçu.
L'affichage des éléments dans la zone d'aperçu est configuré dans l'onglet Légende de couleurs dans la fenêtre Paramètres de G-Code. Le code du programme de contrôle est affiché en cliquant sur le bouton G-Code ( l'onglet G-code > Fenêtre > G-Code).
Dans la zone d'aperçu l'utilisateur peut sélectionner un contour nécessaire à l’aide de la souris. Le bouton droit appelle le menu contextuel.
Les paramètres pour les outils et la légende pour la zone d'aperçu se trouvent dans les onglets Propriétés et Légende de couleurs.
Onglet Propriétés
Dans cet onglet on peut spécifier les paramètres supplémentaires de l'outil : la direction de l'outil, le mode d'entrée/sortie de l'outil, la compensation de rayon de l'outil. Ces paramètres sont affichés dans la zone d'aperçu.
Activer |
Active ou désactive les contours dans la liste de G-Code. |
Inverser le contour |
Change la direction de mouvement de l'outil à partir du point de départ selon le contour spécifié. |
Correction de rayon |
La compensation de rayon de l'outil. Désactivé (G40) - annuler la compensation de rayon de l'outil. Gauche (G41) - compenser le rayon de l'outil à gauche de la trajectoire. Droite (G42) - compenser le rayon de l'outil à droite de la trajectoire Pour GRBL - la trajectoirre de l'outil. Elle est construite en fonction de rayon de l'outil en utilis.ant l'equidistant. Intérieur – la trajectoire de mouvement est située au-dedans du contour. Extérieur – la trajectoire de mouvement est située hors du contour. |
Entrée |
Spécifie le mode d'entrée de l'outil. On peut sélectionner les modes suivants: Tangente, Normale, Arc. Le changement du mode d'entrée de l'outil est affiché dans la zone d'aperçu. Pour changer la direction d'entrée de l'outil il faut cocher la case Inverser l'entrée. |
Inverser l'entrée |
|
Sortie |
Spécifie le mode de sortie de l'outil. On peut sélectionner les modes suivants: Tangente, Normale, Arc. Pour changer la direction de sortie de l'outil il faut cocher la case Inverser la sortie . Le changement du mode de sortie de l'outil est affiché dans la zone d'aperçu. |
Inverser la sortie |
|
Paramètres d'outil |
L'outil et ses paramètres sont affichés dans une liste déroulant. La liste est remplie par les données de l'onglet Outils de la fenêtre Paramètres. |
Onglet Paramètres de G-code
Les paramètres se trouvent dans les onglets Général, Avancé, Fraiseuse, Machine à découper (à laser), GRBL, Machine à tour, Machine de découpe de verre, Point zéro d'ébauche, Outils, Légénde de couleurs.
Onglet Légende de couleurs
Pour spécifier les éléments auxiliaires affichant dans la zone d'aperçu cochez la case à côté de l'élément correspondant. Pour changer la couleur de l'élément cliquez sur le carré coloré. La fenêtre standard Couleur s'ouvrera, dans laquelle vous pouvez sélectionner la couleur que vous voulez.
Paramètres |
Description |
Exemple de code |
Général |
||
Direction avant |
L'outil coulisse dans la direction spécifiée par l'aiguille dans la zone d'aperçu. |
- |
Deux directions alternativement |
D'abord, l'outil coulisse dans la direction spécifiée, puis dans la direction inverse. |
- |
Type de machine |
Spécifie le type de machine : fraiseuse ou machine à découper (à laser). |
- |
Précision |
Spécifie le nombre de chiffres après la virgule. |
- |
Unités de dessin |
Spécifie les unités de dessin. |
- |
Unités de machine |
Spécifie les unités de machine. Si les unités ne concordent pas, elles sont converties. |
- |
Avance XY |
Vitesse d'avance XY. Si elle est 0, la valeur d'avance dans le programme de contrôle est ignorée. |
|
Ajouter la numérotation de blocs |
Ajoute la numérotation de blocs dans le code du programme de contrôle. |
N5 |
Numéro de début |
Numéro de début de numérotation des blocs (la valeur par défaut est 5). |
|
Pas de numérotation |
Pas de numérotation. |
|
Optimiser le code |
Si l'option est cochée, le code est optimisé lorsqu'on génère G-Code : les commandes et coordonnées dupliquées ne se répètent pas. |
|
Convertir seulement les calques visibles |
Ne convertit que les entités des calques visibles vers G-Code. |
|
Machine à découper (à laser) |
||
Commande de marche |
Commande d'activation du laser (M3 par défaut). |
M3 |
Commande d'arrêt |
Commande de désactivation du laser (M5 par défaut). |
M5 |
Temporisation |
Temporisation d'exécution du programme. |
G04 P100 |
Avance XY |
Vitesse d'avance XY. Si elle est 0, la valeur d'avance dans le programme de contrôle est ignorée. |
F450 |
Ajouter les commandes de puissance |
Activation/désactivation des commandes de puissance |
M10 Q128/M11 |
Nombre de passes |
Nombre de passes de l'outil à prendre pour l'opération de contour. |
- |
Fraiseuse |
||
Vitesse de broche |
Vitesse de rotation de la broche |
S3000 |
Hauteur de retrait |
Mouvement de l'outil à partir d'ébauche le long de l'axe Z. |
G0 Z5 |
Avance Z |
Vitesse d'avance Z |
F150 |
Profondeur d'avance Z |
Profondeur de débourrage dans l'ébauche. |
G1 Z-2 |
Profondeur de passe |
Avance le long de l'axe Z en une passe. Le nombre de passes est définit automatiquement. |
|
Passe de profondeur plein |
Profondeur de passe à toute la profondeur de la coupe |
|
Nombre de passes |
Nombre de passes, calculées par un raport entre l'avance et le passe. |
|
Point zéro d'ébauche |
||
Point zéro de dessin |
Définition du point zéro d'ébauche. |
- |
Point supérieur gauche |
- |
|
Point supérieur droit |
- |
|
Point inférieur gauche |
- |
|
Point inférieur droit |
- |
|
Décalage supplémentaire |
Décalage supplémentaire le long des axes X, Y. |
|
Outils |
||
№ |
Numéro d'outil. |
T1 M6 |
Diamètre, mm |
Diamètre d'outil. |
|
Longueur, mm |
Longueur d'outil. |
|
Avancé |
||
Ajouter un nom de programme |
Ajoute le nom de programme au titre. |
О |
Afficher le signe de pourcentage (%) |
Ajoute le signe de pourcentage(%) au début et à la fin du fichier. |
- |
Zéros placés après le séparateur décimal |
Saissit des coordonnées avec les zéros placés après le séparateur décimal. |
- |
Afficher le nom du contour |
Ajoute le nom du contour. |
(Contour 0) |
Afficher le nom du calque |
Ajoute le nom du calque. |
- |
Convertir un arc en lignes |
Utilise les commandes G1 à la place de G2/G3. |
- |
Position X0 Z0 de départ |
Démarre de la position de début 0. 0. |
- |
Coordonnées I, J absolues
|
Spécifie les coordonnées absolues pour les contours |
- |
Commande de marche |
Active la machine CNC à couler. Valeur par défaut: M7. |
М7 |
Commande d'arrêt |
Désactive la machine CNC à couler. Valeur par défaut: M9. |
М9 |
Désactiver la pompe avant |
Désactive la pompe dans le nombre de mm spécifié avant la fin du contour. |
- |
Redresser le contour |
Utilise la trajectoire la plus rectiligne lors la création d'un contour. |
- |
Points de fusion |
Fusionne des points d'un contour dans le rayon spécifié. |
- |
Pompe activée |
Active la pompe. |
М10 |
Pompe désactivée |
Désactive la pompe. |
М11 |
L'axe X du dessin dans l'axe Z de la machine |
Transforme l'axe du dessin dans l'axe de la machine |
- |
L'axe Y du dessin dans l'axe X de la machine |
Transforme l'axe du dessin dans l'axe de la machine |
- |
Avance XZ |
Vitesse de l'avance XZ. Si la vitesse est zéro, la valeur de l'avance dans le programme de contrôle n'est pas prise en charge. |
F |
Accéder au site d’ CADEditorX